IL PROCESSO DI PRODUZIONE DEL POLISTIRENE ESPANSO SINTERIZZATO
La produzione dei semilavorati e manufatti avviene in tre stadi principali /Fig.2) che si espongono qui nei tratti essenziali per la caratterizzazione merceologica; l’ottenimento di un prodotto di qualità presuppone peraltro un know-how non semplice, ma che non interessa per la documentazione applicativa.
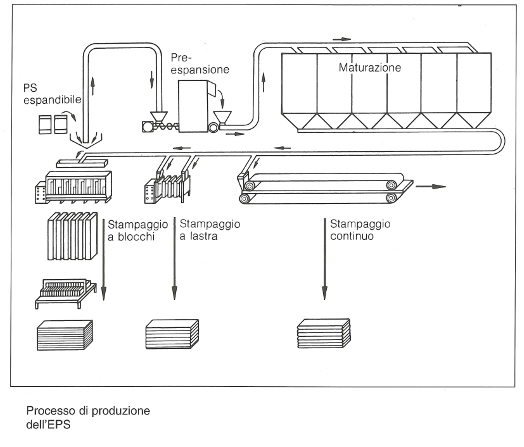
Pre-espansione:
Le perle di PS espandibile vengono pre-espanse, generalmente per mezzo di vapore a temperatura superiore a 90°C, nel cosiddetto pre-espansore. In questo, le perle, a seguito della vaporizzazione dell’agente espandente, si rigonfiano fino a 2050 volte il loro volume iniziale. In questo processo si forma, all’interno delle perle, una struttura a celle chiuse, fondamentale per il successivo impiego come isolamento termico. Il grado di espansione, che dipende essenzialmente dalla durata del trattamento termico nel pre-espansore, determina la massa volumica apparente dei manufatti e quindi tutte le loro caratteristiche fisiche.
Maturazione:
Le perle pre-espanse devono stazionare un certo tempo in sili arieggiati. Con il raffreddamento i residui di espandente e di vapore acqueo condensano nelle singole celle. La depressione che così si forma viene annullata dall’aria che si diffonde all’interno delle celle; in questo modo le perle pre-espanse raggiungono la stabilità necessaria per le fasi successive.
Stampaggio:
Le perle pre-espanse e stabilizzate possono ora essere trasformate in manufatti o semilavorati in vari modi:
1) Stampaggio di blocchi e taglio a lastre:
E’ il sistema più usato. Le blocchiere, costituite da forme parallelepipede provviste di fori di entrata per il vapore su tutti i lati, vengono riempite di perle pre-espanse e sottoposte di nuovo all’azione del vapore saturo; si raggiungono ora temperature di 110-120 °C, le perle si rigonfiano ulteriormente e, diventate appiccicose, si saldano fra di loro (“sinterizzano”) per effetto della loro pressione interna, fino a formare un blocco omogeneo di espanso. Dopo un breve periodo di raffreddamento, i blocchi vengono sformati e messi in deposito per un periodo variabile da alcuni giorni a due mesi, durante il quale raggiungono la stabilità necessaria per le diverse applicazioni. Di qui vengono prelevati per il taglio in lastre, che avviene con seghe a nastro o a filo caldo e per eventuali altre operazioni meccaniche, come sagomature dei bordi, ottenute per fresatura.
2) Stampaggio di lastre e altri manufatti:
Il processo è lo stesso descritto per i blocchi, ma le lastre vengono stampate singolarmente in apposite macchine automatiche. Si ha il vantaggio di ottenere direttamente la forma desiderata, senza ulteriori lavorazioni meccaniche; ciò è particolarmente utile per le forme non piane (p. es. sottotegole, lastre con contorni sagomati, cassonetti, lastre con superficie decorata a rilievo, coppelle).
3) Stampaggio continuo:
In un processo (v. Fig. 2) la sinterizzazione in forma di lastra piana continua viene fatta avvenire fra due nastri mobili di acciaio; all’uscita le lastre vengono rifilate e tagliate alla lunghezza voluta. In altri processi continui le perle pre-espanse vengono fatte avanzare a passi attraverso una forma, mentre avviene la sinterizzazione; si ottengono così profilati vari, p. es. casserature isolanti.
4) Lastre per isolamento acustico:
Per questo impiego i blocchi o le singole lastre vengono compressi fino ad 1/3 dello spessore originario e lasciati espandere di nuovo, ottenendo una caratteristica elastica più favorevole (minore rigidità dinamica) per l’impiego nei solai galleggianti per l’isolamento dai rumori da calpestio.
5) Lastre per drenaggio:
Sono costituite da perle espande del diametro di 7-10 mm, unite fra loro soltanto nei punti di contatto mediante una saldatura di estensione più limitata con speciali collanti; le lastre hanno così una elevata porosità, che permette la permeabilità all’acqua voluta per questa applicazione.